Products Details
High feed cemented carbide milling inserts, good wear and abrasive resistance. Precision ground and polished for high feed milling inserts, better cost-effective CNC tools.Welcome to our independent website, where we are proud to present our high-quality hard alloy milling inserts. Designed specifically for CNC machines, our products have been meticulously crafted to deliver exceptional performance and durability. With advanced features and superior materials, our hard alloy milling inserts are the perfect choice for precision machining applications. Premium Hard Alloy Material: Our milling inserts are made from top-grade hard alloy materials, which are known for their exceptional hardness, strength, and resistance to wear and abrasion. This ensures that our inserts can withstand the most demanding machining environments and provide long-lasting performance. Precision Engineering: Every milling insert in our range is carefully engineered to provide optimal cutting performance with high precision. The inserts are designed to deliver smooth and accurate cuts, resulting in excellent surface finishes and improved workpiece quality. Versatile Applications: Our hard alloy milling inserts are suitable for a wide range of materials, including steel, stainless steel, cast iron, and non-ferrous metals. Whether you need to perform roughing, finishing, or contouring operations, our inserts are designed to meet your specific machining requirements. Advanced Chip Control: To enhance machining efficiency, our milling inserts feature advanced chip control designs. The optimized chip flow helps prevent chip buildup, which can lead to poor surface finishes and tool damage. With our inserts, you can achieve faster cutting speeds and more efficient chip evacuation. Wide Range of Options: We offer a comprehensive range of hard alloy milling inserts, catering to various cutting applications and machining conditions. Different insert shapes, sizes, and cutting geometries are available to suit your specific needs. Our experts can also provide personalized recommendations based on your machining requirements. With our high-quality hard alloy milling inserts, you can expect exceptional cutting performance, durability, and versatility for your precision machining needs. Explore our range of milling inserts and experience the difference in efficiency and quality. Contact us today to discuss how our products can enhance your machining operations. | Type | Ap (mm) | Fn (mm/rev) | Grade |
| CVD | PVD |
| VK3020 | VK3040 | VK1015 | VK1025 | VK1824 | VK1825 | VK1525 | VK1828 | VR1010 | VR1520 | VR1525 | VR1029 |
| EPNW0603TN-GH | Ap max=1.5 | 0.15- 0.50 | | | O | • | O | • | • | O | | | | |
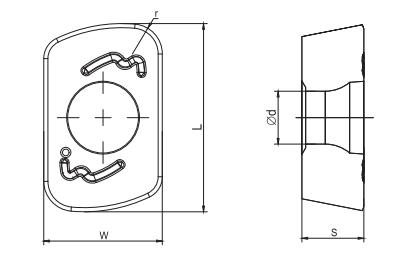
• : Recommended Grade O: Optional Grade | Size(mm) |
| W | r | IC | S | APMX |
| 6.28 | 3.18 | 2.8 | 9.79 | 1.6 |
 China manufacturer carbide Milling insert EPNW/EPNW0603TN for high feed milling.1. Flank Wear? Higher cutting resistance,Notch wear on flank, Poor roughness of surface, or deterioration of accuracy. Soft grades,Excessive cutting speed,Small flank angle,Low feed. Select a higher,wear-resistant grade,Reduce cutting speed,Increase flank angle,Increase feed. 2. Crater Wear? Uncontrolled chip,Poor surface quality,when finishing High speed processing carbon steel. Soft grades,Excessive cutting speed, Excessive feed,The strength of chip breaker Insufficient. Change to a higher wear-resistant grade,Reduce cutting speed,Reduce feed, Select a higher strength chip breaker. 3. Chipping? Sudden fracture of cutting edge(rake face and flank),Instability insert life. Toughness insufficient,Excessive feed rate,Strength of cutting edge insufficient,Instability of the tool. Select a tougher grade, Decrease feed rate, Increase honing of cutting edge(chamfering to rounding),Increase the stability and setting angle. 4. Insert Fracture? Cutting resistance increased Poor surface roughness. Toughness insufficient, Excessive feed rate, Strength of cutting edge insufficient,Instability of the tool. Select a tougher grade, Decrease feed rate,Increase honing of cutting edge(chamfering to rounding),Increase the stability and setting angle. 5. Plastic Deformation? Variation of dimension Nose wear,cutting edge drape or passivating.when processing alloy steel Poor surface roughness. Soft grade,Excessive cutting speed,Excessive cutting depth and feed rate,Overheat on cutting edge. Select a higher red hardness cutting material,Decrease cutting speed,Decrease cutting depth and feed rate,Select a higher thermal conductivity cutting material(CVD+sufficient coolant). 6. Build-Up-Edge? Workpiece dissolve with Cutting edge Poor surface roughness when finishing,Cutting resistance increased,Cutting soft materials. Cutting speed too low, Cutting edge obtuse,Unsuitable tool material. Increase cutting speed, Increase rake angle,Select small sticking force.
China manufacturer carbide Milling insert EPNW/EPNW0603TN for high feed milling.1. Flank Wear? Higher cutting resistance,Notch wear on flank, Poor roughness of surface, or deterioration of accuracy. Soft grades,Excessive cutting speed,Small flank angle,Low feed. Select a higher,wear-resistant grade,Reduce cutting speed,Increase flank angle,Increase feed. 2. Crater Wear? Uncontrolled chip,Poor surface quality,when finishing High speed processing carbon steel. Soft grades,Excessive cutting speed, Excessive feed,The strength of chip breaker Insufficient. Change to a higher wear-resistant grade,Reduce cutting speed,Reduce feed, Select a higher strength chip breaker. 3. Chipping? Sudden fracture of cutting edge(rake face and flank),Instability insert life. Toughness insufficient,Excessive feed rate,Strength of cutting edge insufficient,Instability of the tool. Select a tougher grade, Decrease feed rate, Increase honing of cutting edge(chamfering to rounding),Increase the stability and setting angle. 4. Insert Fracture? Cutting resistance increased Poor surface roughness. Toughness insufficient, Excessive feed rate, Strength of cutting edge insufficient,Instability of the tool. Select a tougher grade, Decrease feed rate,Increase honing of cutting edge(chamfering to rounding),Increase the stability and setting angle. 5. Plastic Deformation? Variation of dimension Nose wear,cutting edge drape or passivating.when processing alloy steel Poor surface roughness. Soft grade,Excessive cutting speed,Excessive cutting depth and feed rate,Overheat on cutting edge. Select a higher red hardness cutting material,Decrease cutting speed,Decrease cutting depth and feed rate,Select a higher thermal conductivity cutting material(CVD+sufficient coolant). 6. Build-Up-Edge? Workpiece dissolve with Cutting edge Poor surface roughness when finishing,Cutting resistance increased,Cutting soft materials. Cutting speed too low, Cutting edge obtuse,Unsuitable tool material. Increase cutting speed, Increase rake angle,Select small sticking force.
Without Coolant Holes drill,
Tungsten Carbide Tip Drill Bits,
Carbide Tools for Mining & Engineering,
burrs set,
Carbide Saw Blade,
1mm End Mill,
Cnc Tool Insert,
China Cnc Inserts,
China Cemented Carbide and Cutting Tool,
Tungsten Carbide Sandblasting Nozzles & Tips,